采用电化学和催化湿式过氧化氢氧化(CWPO)组合技术作为深度处理工艺,处理不同地区焦化废水,表现出良好的处理效果和较低的运行成本。其中COD的去除率可达66.1%~82.7%,TOC的去除率在65.3%~81.1%,悬浮物去除率100%,色度的去除率在93.8%~96.87%。该组合工艺吨水处理成本不高于5元,出水基本符合工业循环冷却水或再生水标准,可用于生化稀释水或循环冷却水补充水,实现了工业废水的循环利用。
一方面焦化行业生产运行过程中需要大量的新水作为工艺循环冷却水补充水,另一方面在炼焦过程、煤气净化及化工产品回收过程中又产生大量的高浓度、难降解废水。
以鞍钢化工总厂每年焦炭生产能力710万吨为例,吨焦新水用量1.476m3,循环用水量50.544m3,吨焦用水量52.183m3,外排废水量0.297m3[1]。所以,每年焦炭生产过程中新水用量1047.96万m3,循环用水量35886.24万m3,吨焦用水量37049.93万m3,外排废水量210.87万m3。因此,炼焦过程中新水补充量和外排废水量大,造成水资源的严重浪费。
目前,常采用的焦化废水处理工艺为预处理→生化处理→深度处理,深度处理后出水外排。生化处理工艺中,由于焦化废水中污染物浓度高,处理难度大,预处理后不能直接进行生化处理,需要添加新水进行稀释,降低污染物浓度,保证生化系统的稳定运行。
但是生化后二沉池出水COD仍然较高,需要深度处理才能达到国家排放标准。目前焦化废水深度处理工艺主要有:(1)混凝和O3氧化技术[2,3],O3溶于水后生成强氧化性羟基自由基(˙OH),可将水中复杂的大分子有机物分解成小分子化合物。
但是O3本身在水中的溶解率低,逸散出来的O3易造成二次污染(;2)芬顿氧化和混凝技术[4],是利用Fe2+作为催化剂催化H2O2产生˙OH分解有机物成为H2O和CO2,但是需要在强酸性条件下反应,药剂投加量大,产生大量铁泥;(3)三维电解[5],是将电极作为催化剂,以双氧水作为氧化剂而进行的氧化反应,并进行混凝物化反应处理,采用贵金属电极,耗电量大,需要加入药剂和活性炭,产生大量污泥,易产生二次污染。
现有深度处理工艺在COD、悬浮物和色度的去除效果方面较差,同时对难降解、有毒的污染物去除率低,不能有效地将大分子污染物去环、断链分解为小分子化合物,所以其作为生化稀释水和循环冷却水存在潜在的危害,处理后的水不能循环再利用,只能外排。因此,焦化废水深度处理技术的研发与非常规水资源的利用技术对我国水资源保护具有重要意义。
所以,针对焦化废水生化后二沉池出水COD、悬浮物和色度高的问题,并结合对各种深度处理技术的评价对比,提出了利用电化学和CWPO(催化湿式过氧化氢)高级氧化技术组合工艺深度处理焦化废水。
利用电化学的电氧化、吸附和气浮分离的原理,去除部分COD和大部分悬浮物及色度,水质明显改善,再通过CWPO高级氧化技术进一步矿化去除残余的COD,实现脱色除臭;最终处理出水满足再生水指标,一部分作为生化处理过程的稀释水和消泡水,另一部分作为工业生产系统的循环冷却水补充水。该组合工艺减少了废水排放量,避免二次污染,既提高了污染物的去除率,又降低了运行成本。
本文研究了电化学和CWPO高级氧化技术组合工艺的可行性和影响因素,并对运行条件进行了优化,验证了该组合工艺的稳定性,为188金宝博平台化提供技术基础。
1实验工艺与流程
1.1电化学处理工艺
电化学水处理技术是利用金属在通电的状态下,阳极发生氧化作用溶出金属阳离子,阴极发生还原反应产生OH-,通过氧化还原反应去除水中的污染物;金属阳离子与OH-生成新生态的絮凝剂,吸附去除悬浮物,并对色度有较好的去除效果;
电解过程中阴极和阳极分别产生氢气和氧气,气泡上升的过程中,对悬浮物、胶体污染物及结构松散的絮体具有较强的浮载能力,使这些物质迅速上浮到水体表面从而被去除;
除此外,污染物在电极表面被直接氧化还原去除或与电解过程中产生的活性物质发生氧化还原反应而被去除[6,7]。电化学去除污染物机制如图1所示。

1.2CWPO高级氧化技术
CWPO高级氧化技术是在常温常压下,以双氧水为氧化剂,在固相催化剂的作用下产生具有强氧化性的˙OH,可大幅度降低难降解污染物的浓度,将大分子难降解的污染物去环断链为小分子中间物质,再将中间产物矿化,最后将有机污染物彻底分解为二氧化碳和水等无机物并脱色除臭的化学过程[8,9]。CWPO高级氧化技术去除污染物机制如图2所示。

1.3焦化废水低成本深度处理路线
经过电化学和CWPO组合处理后的出水可以作为生化稀释水和消泡水,或作为循环冷却补充水。处理工艺流程如图3所示。

2实验研究
2.1电化学试验
废水直接进入电化学装置中,调整电压在0-500V,电流为0-500A,脉冲占空比为0-100%,脉冲频率为0-5kHz,换向时间为0-9999s,输出形式可为恒定电流或是恒定电压。电极板在外加电场条件下发生电化学反应,去除废水中的COD、悬浮物和色度。
2.2CWPO高级氧化试验
电絮凝后出水用50%硫酸调节至pH=6-7,27.5%的双氧水投加量为0.02-0.04%,调节后出水进入到CWPO高级氧化系统,反应温度在25~80℃,反应时间为60~120min,进行验证试验。每隔24h取样测定COD,验证电化学与CWPO高级氧化组合技术的稳定性与可行性。
3不同焦化厂废水处理效果
3.1电化学处理效果
为了验证电化学工艺对焦化废水二沉池出水的处理有效性,以及针对不同水质条件的处理,验证不同焦化厂的废水处理效果,相关污染物的变化状况如表1所示。

表1显示了电化学对不同废水的处理效果,COD的去除率在35.4%-53.3%,悬浮物的去除率在96.7%-98.3%,色度的去除率在75%-93.8%,TOC的去除率在35.6%-54.6%。综上,电化学对废水中的COD、TOC、悬浮物和色度具有较高的去除率。因为,在电流的作用下,大多数含有生色团和助色团的有机物被极化,容易被新生态的絮凝剂吸附凝聚,并被产生的微小气泡充分分离去除,对COD、TOC、悬浮物和色度具有较高的处理率。
3.2电化学处理工艺运行成本
电化学的主要运行成本如表2所示,主要包含电耗和电极更换费用。该技术应用于废水处理中的运行成本为2.8元/吨水。

3.3CWPO高级氧化处理效果
电化学后出水中仍然残留部分污染物,所以采用CWPO高级氧化技术对残留污染物进行强化降解并矿化,提高出水水质。不同焦化厂废水经过电化学处理后,出水进行CWPO高级氧化的验证,如表3所示。由表3所示,电化学处理后的废水在经过CWPO高级氧化处理后,各类污染物的浓度都有显著下降,其中TOC的去除率在42.1%-62.7%,COD的去除率在42.1%-63.8%,悬浮物的去除率在100%,色度的的去除率在50%-75%。因此,CWPO高级氧化技术对于难降解污染物具有很好的去除作用。

3.4CWPO高级氧化工艺运行成本
CWPO高级氧化的主要运行成本如表4所示,主要包含电耗、催化剂更换费用和反应药剂费用。该技术应用于废水处理中的运行成本为2元/吨水。

3.5不同深度处理成本比较
从表5中可以看出,现在常用的深度处理工艺都存在运行成本高的问题,主要表现在药剂添加量大,产生大量的污泥,容易产生二次污染。同时耗电量大也限制了现有电化学技术的发展与应用。所以,本研发的电化学设备所具有的低耗电量,无需添加混凝药剂,运行成本大大降低的特点,使其成为一种具有发展潜力的低能耗高效的处理技术。

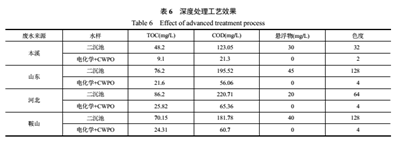
3.6电化学与CWPO高级氧化组合工艺处理效果
由表6可知,不同焦化废水经过电化学和CWPO高级氧化组合工艺处理后,污染物的浓度明显降低。COD的去除率在66.1%-82.7%,TOC的去除率在65.3%-81.1%,悬浮物去除率100%,色度的去除率在93.8%-96.87%。
选取本溪某焦化厂的废水进行电化学与CWPO高级氧化组合连续实验验证。根据试验小试确定的最佳电化学与CWPO高级氧化处理条件进行联合处理。由图4可知,本溪某焦化厂的废水经过电化学和CWPO处理后,出水稳定在29.4mg/L。说明电化学和CWPO高级氧化组合系统对焦化废水二沉池出水具有高效稳定的处理效果。
焦化废水深度处理后作为工业循环冷却水和再生水标准如表7所示,其中经过电化学与CWPO高级氧化处理后的废水指标均满足相关回用水标准。
4结论
(1)电化学对焦化废水二沉池出水具有良好的处理效果,其中对COD的去除率在35.4%-53.3%,悬浮物的去除率在96.7%-98.3%,色度的去除率在75%-93.8%,TOC的去除率在35.6%-54.6%;吨水运行成本为2.8元。
(2)27.5%的双氧水投加量为0.02-0.04%,反应温度45℃。其中TOC的去除率在42.1%-62.7%,COD的去除率在42.1%-63.8%,悬浮物的去除率在100%,色度的的去除率在50%-75%;吨水运行成本为2元。
(3)电化学和CWPO高级氧化组合工艺对COD的去除率在66.1%-82.7%,TOC的去除率在65.3%-81.1%,悬浮物去除率100%,色度的去除率在93.8%-96.87%。
(4)电化学和CWPO组合工艺处理后出水稳定在29.4mg/L。说明电化学和CWPO高级氧化组合系统对焦化废水二沉池出水具有高效稳定的处理效果。同时出水基本符合工业循环冷却水和再生水标准。