施工要求
5.1 钢筋储存
1钢筋的外观检查合格后,应按钢筋品种、等级、牌号、规格及生产厂家分类堆放,不得混杂,且应设立识别标志。
2钢筋在储存过程中应避免锈蚀和污染,离地面不宜小于200mm。
5.2 钢筋的除锈
1加工方法
钢筋均应清除油污和捶打能剥落的浮皮、铁锈。大量除锈,可通过钢筋冷拉或钢筋调直机调直过程中完成;少量的钢筋除锈,可采用电动除锈机或喷砂方法除锈,钢筋局部除锈可采取人工用钢丝刷或砂轮等方法进行。
2注意事项及质量要求
如除锈后钢筋表面有严重的麻坑、斑点等。已伤蚀截面时,应降级使用或剔出不用,带有蜂窝状锈迹钢筋,不得使用。
5.3 钢筋配料整形
配料单编制:钢筋应平直、无局部弯折,对弯曲的钢筋应调直后使用。调直后的钢筋应平直、无局部弯折,冷拔低碳钢筋表面不得有明显擦伤。
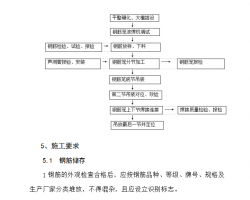
5.4 钢筋下料
1下料前认真核对钢筋规格、级别及加工数量,无误后方可下料。
2钢筋弯曲成型前,应根据配料表要求长度分别截断,用钢筋切断机进行。在钢筋切断前,现在钢筋上用粉笔按配料单标注下料长度将切断位置做明显标记,切断时,切断标记对准刀刃将钢筋放入切割槽将其切断。
3应将同规格钢筋根据不同长短搭配、统筹排料;一般先断长料。后断短料,减少短头和损耗。切断过程中如发现劈裂、缩头或严重的弯头等,必须切除,切断后钢筋断口不得有马蹄形或起弯等现象,钢筋长度偏差不得小于±10mm。
5.5 钢筋的弯曲成型
1加工方法
钢筋的弯制和末端弯钩均应符合设计要求,箍筋的末端应作弯钩,当弯钩的形式为180°,弯曲直径应大于受力钢筋直径,且不应小于箍筋直径的2.5倍,弯钩平直部分的长度,不应小于箍筋直径的5倍。
2注意事项及质量要求
钢筋弯曲时应将各弯曲点位置划出,划线尺寸应根据不同弯曲角度和钢筋直径扣除钢筋弯曲调直值。
5.6 钢筋的连接接头
1焊工必须经考试合格后持证上岗。钢筋焊接前,必须根据施工条件进行试焊,确定工艺参数,试样数量应与检查验收每批抽样数量要求相同。施工时,操作人员严格执行工艺参数,施工员、质检员对焊机参数、接头质量随机抽样,确保焊接过程监控到位,焊接接头检测由监理188金宝博平台师见证抽样送检。
2钢筋加工厂电弧焊所用焊条全部为J502焊条、钢筋笼箍筋采用二氧化碳保护焊。
3主筋焊接接头的设置要避开弯曲处,距弯曲点的距离不得小于10d,同一根钢筋尽量少设接头。
5.7 钢筋笼加工成型
为保证钢筋笼加工质量及加快加工速度,桥梁所有桩基钢筋笼均在钢筋加工厂采用钢筋笼滚焊机集中加工,钢筋笼分节长度一般为9米,底节笼长度根据设计桩长计算确定。钢筋笼半成品加工制作完成经监理验收合格后方可用于施工现场。
1两名工人将钢筋笼的主筋穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中并进行固定,
2把钢筋笼螺旋筋端头先焊接在一根主筋上,最底圈箍筋并排连续绕两圈并把所有箍筋同主筋全部点焊,然后通过固定旋转盘及移动旋转盘转动把螺旋筋缠绕在主筋上,箍筋按梅花形点焊与主筋连接牢固,两个盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接,同时移动盘缓慢移动。如因为滚焊机转盘影响,不能保证钢筋笼底部最下圈箍筋距钢筋笼底10cm的间距,可人工在钢筋笼底部加焊一圈箍筋,加焊的箍筋同钢筋笼原有箍筋单面搭接焊,搭接长度≥10d;焊缝长度不小于搭接长度,焊缝的厚度≥0.3d且不小于4mm,宽度≥0.8d。
4为方便施工时两段钢筋笼的连接,除顶笼外其余各段笼顶端预留5圈箍筋,钢筋笼焊接完成后切断箍筋,之后松开固定盘,将钢筋笼移出滚焊机至半成品加工区。
5工人将钢筋笼加强筋按图纸要求放入钢筋笼内,中间部分自上而下每2m一道,零数可在最下二段平均分配,但不得大于2.5m。加强筋与主筋的连接采用电弧焊,必须焊接牢固,要求严格控制电流大小,不得烧伤主筋。
6分段后的钢筋接头应相互错开,保证同一连接区段的接头数量不超过主筋总数的50%,接头错开间距不小于35倍钢筋直径,且不得小于50cm。钢筋连接采用单面搭接焊,搭接长度≥10d;焊缝长度不小于搭接长度,焊缝的厚度≥0.3d且不小于4mm,宽度≥0.8d。钢筋搭接接头预先折向一侧,使搭接钢筋的轴线在同一条直线上。
对于双主筋钢筋笼,同一个位置两根主筋应上下错开1米,上下两节笼按单面帮条焊焊接,单面帮条长度≥10d,焊缝厚度≥0.3d且不小于4mm,宽度≥0.8d。同时主筋接头位置同另外一根主筋也按单面焊焊接,焊缝厚度≥0.3d且不小于4mm,宽度≥0.8d。
7钢筋笼设加强箍以利吊装,沿钢筋笼长度每隔2m设置混凝土垫块4块,沿桩均匀分布,垫块为圆形,半径为7.5cm,与桩身混凝土同标号,圆块中心穿钢筋并与桩身钢筋焊接牢固,混凝土块与钢筋笼密贴并连接牢固,确保钢筋笼对称于桩孔。钢筋笼顶端加密区,箍筋按图纸正常布置,安装混凝土垫块时可将垫块处箍筋烧断,垫块用φ10mm钢筋焊接固定在笼子上,固定垫块钢筋两端同钢筋笼箍筋单面搭接焊,搭接长度≥10d;焊缝长度不小于搭接长度,焊缝的厚度≥0.3d且不小于4mm,宽度≥0.8d。