精细化工与我们的生活息息相关,影响着我们的衣食住行,是当今化工行业主要的创新源动力。然而,精细化工在生产过程中会使用各类化工原料及溶剂,加上其产品附加值较高,合成路线较为繁琐,因此其会产生大量含有多种污染物种类的废水。而且,精细化工废水具有COD浓度高、毒性大、可生化性差及水质不稳等特点,如果不处理排放,会给环境及人类健康带来严重的破坏。上流式厌氧生物反应器(UASB)具有工艺结构紧凑、厌氧污泥浓度高、处理能力大、无混合搅拌设备、水力停留时间短、抗冲击效果好等优点,结合企业实际工况,本研究采用UASB处理工艺处理某精细化工企业扩产后的废水。
1、试验材料与方法
1.1 试验用水
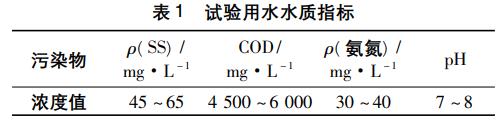
选择某精细化工企业废水预处理后的混合水样为研究对象,其水质指标,如表1所示。
1.2 主要仪器与设备
1)电子天平,MS104TS。
2)气流烘干器,HG-3。
3)pH计,雷磁pHSJ-4F。
4)鼓风干燥箱,DHG-9203A。
5)紫外分光光度计,UV1902PC。
6)恒流泵,LABV6。
7)恒温水浴锅,HH-4。
8)磁力加热攒拌器,HWCL-3。
9)加热器,WLD15S。
1.3 测定方法(见表2)

1.4 UASB试验装置
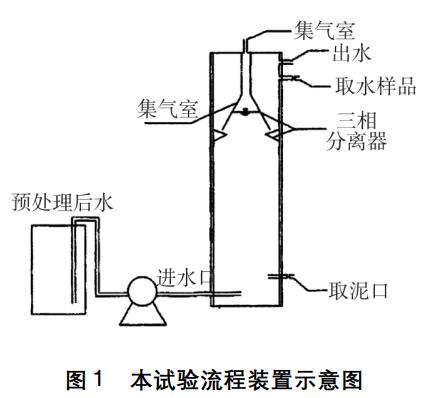
UASB试验装置分为三大部分,分别为顶部、中间和底部。其中,位于顶部的三相分离器把气体、固体、液体三者进行有效的分类,是整个UASB装置最核心及最至关重要的部件。可以说,只有具备了三相分离器这个核心部件才能称得上是UASB,才能保证UASB正常运行。
本次试验装置UASB反应器主要采用有机玻璃制作而成,装置高1.2m,直径50mm(外径),总容积约8L。考虑到反应温度对试验影响较大,对装置外部的筒体进行了保温。另外,为防止后期甲烷气体产生较多,可能导致危险,对其设置了收集装置。本试验流程装置,如图1所示。
2、UASB反应启动装置及试验运行
UASB反应装置的启动过程分初次启动和再次启动。其中,初次启动主要是对接种的污泥进行培养、驯化,再次启动主要是缩短UASB反应装置整体启动时间。根据研究及实践经验可知,UASB反应启动需注意以下六点:1)保持反应器内pH在6~8,促使甲烷菌生成。2)为防止驯化失败,需对过高COD的进水进行稀释。3)启动时应先提高废水有机负荷,之后再逐步提高水力负荷。4)对悬浮物过高的废水,应该采取沉降、气浮等预处理手段降低悬浮物的含量。5)控制进水浓度在500mg/L~1000mg/L。6)不采用循环污泥,剩余污泥不再进入UASB反应器。另外,本试验UASB反应启动装置也应注意。
2.1 启动方案
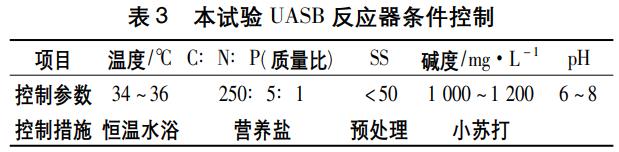
污泥的培养和驯化一般有同步法和异步法两种方法。通过对比两种方法的优劣,结合具体情况,本试验选择采用加入适量废水,让细菌在繁殖生长中同步适应废水的同步法。而且在试验初期,为了能够让颗类污泥更有效率的形成,需要对装置进行一定的控制,控制参数及措施,如表3所示。
2.2 污泥接种运行
通过对UASB反应装置处理该企业精细化工废水的试运行可得:
1)污泥接种初期(0d~30d)。在污泥接种初期,UASB装置中几乎没有气体产生,COD的去除效率不高,低于50%,且出水COD不稳定。可能是由于污泥接种初期微生物对底物需要有一个适应过程,大多数微生物还未适应环境条件,因此达不到正常新陈代谢水平,不能发挥应有作用。
2)接种污泥形成期(31d~60d)。在此阶段,厌氧细菌得到了有效的生长和繁殖,并有少量的气体产生,COD去除率不断提高,可达60%~70%,且出水COD逐渐稳定。可能是由于污泥经过上一个阶段的驯化过后,体系内的颗类较小和沉降性能较差的污泥基本被淘汰,厌氧细菌得到了有效的生长和繁殖,其通过正常的生长代谢不断分解并降低COD。
3)接种污泥成熟期(61d~94d)。在接种污泥成熟期内的第80天,在废水中原有的及由产酸菌产生的VFA合并分解作用下,COD的去除效率较高,可达到75%~85%,且出水COD已基本稳定。可能是由于污泥经过前两个阶段的不断驯化及生长繁殖,体系中产甲烷的细菌和产乙酸的细菌达到一种平衡状态,而在这种状态下,对废水的处理效果最好。
2.3 影响COD去除的因素分析
在试验期间,对影响COD去除的因素进行了研究,结果如下。
1)水力停留时间(HRT)。
本试验考察了HRT为12h、18h、24h、30h、36h时COD的去除率。结果表明,初期的12h,COD去除率较低,约为60%。当HRT从12h增加到24h,COD去除率上升较快,升至75%。之后,随着HRT的不断增大,COD去除率变化不大。可能是因为当水力停留时间较短,污染物与活性污泥接触不充分,甲烷化还没有完成,因此COD去除率较低。考虑到时间效率,综合各种因素,确定最佳水力停留时间HRT为24h。
2)温度。
本试验考察了温度为20℃、30℃、35℃、40℃时COD的去除率。结果表明,在20℃~35℃,COD的去除率随温度的升高而逐渐增大,之后变化不明显。可能是因为我们研究的是中温区域的厌氧细菌,温度太低厌氧细菌处于凝胶状态,失去活性,温度升至35℃时,此时反应内产酸菌和甲烷菌相对平衡,系统有效运行,COD去除率约75%。因此,最终确定最适温度为35℃。
3)碱度。
本试验考察了碱度为500、800、1100、1400、1700、2000mg/L时COD的去除率。结果表明,COD的去除率随碱度的升高呈“凸”型抛物线形状,碱度在1100mg/L时,COD去除率最大,约为75%。可能是因为碱度较低时,不仅甲烷菌的生长受到了抑制,产甲烷菌和产酸菌比例失衡,而且会因缓冲能力不够而使反应器内消化液的数值偏低,因此COD去除率较低。而碱度较高时,pH值也同步升高,不利于产酸菌的生长,进而得体系失衡,影响去除率。因此,确定最佳碱度为1100mg/L。
4)pH值。
本试验考察了pH值为6、6.5、7、7.5、8时COD的去除率。结果表明,COD的去除率随pH值的升高也呈“凸”型抛物线形状,pH值在7时,COD去除率最大,约为75%。可能是因为pH值的变化会影响体系内的微生物生长环境,进而影响生物酶的活性,导致微生物细胞内的代谢发生异常,造成COD去除率较低。由于pH值为7~8时,抛物线右端较高缓,因此,选择最适宜的pH值是7~8。
3、188金宝博平台运行结果
本次试验结束之后,经过调试后,最佳运行参数条件为水力停留时间(HRT)为24h,温度为35℃,碱度为1100mg/L,pH值在7~8时,体系正常运行,UASB运行后COD去除率保持70%以上,平均74.3%,且好氧出水COD皆在300mg/L(国家废水排放标准)以下,可以达标排放。
4、结论
本试验在某精细化工企业原有工艺基础上采用UASB工艺,得出如下结论:
1)找出的最佳参数条件是水力停留时间(HRT)为24h,温度为35℃,碱度为1100mg/L,pH值在7~8。
2)本试验构建的UASB工艺,出水COD<300mg/L(国家废水排放标准),可以达标排放。
3)本试验可靠,可以进一步实践研究及推广运行。(来源:山西省长治市环境监测站)